根据矿浆的颜色及一次分级溢流的粒度来判断原矿性质,并控制一、二、三段的磨矿浓度,保证磨矿粒度,以保证磁选的给矿粒度。2011年的精矿粒度一般都在-325目75%~85%,一次分级的粒度保证-200目>55%。采取的控制措施包括:
(1)精矿粒度-200目>85%时,停三段磨机,弱二精矿直接筛下,进弱三进行磁选。
(2)更换筛网组合,为保证粒度,会根据需要,更换筛网组合,由原来的全是钢筛网编程了现在是聚酯筛网与钢筛网组合。经过不断试验,现在每个系列2个全钢筛网+2个混合筛网(上层聚酯筛网、下层钢筛网)+1个全脂筛网,这样的组合可以得合适的粒度
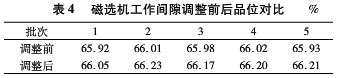
磁选机工作间隙的调整
现场生产中一般将工作间隙根据需要调整在35~60mm范围内。工作间隙可以通过底箱支架下边的垫片来调整改变间隙大小。
经过几次的摸索试验,将四个系列的弱三、弱四的垫片撤下两个,工作间隙增大2cm,既保证品位,金属回收率也不低。就此,四系列做一实验,四系列弱三、弱四磁选机各一台工作间隙增大2cm,另一台不改变。试验数据结果表4.调整前后精矿品位对比。
工艺流程及设备的改进-弱一尾矿直接抛尾
中磁是为了提高金属回收率,但现场实际情况,中磁的精矿非常少,因流量小管道经常堵塞,还影响着后段工序及精矿杂志含量,所以甩开中磁,经中磁分矿箱后直接进入尾矿溜槽,这样既可以保证品位又能节能降耗。
弱三精矿直接精矿泵池
在精矿指标达标的情况下,为提高金属回收率,需要降低精矿品位,省掉弱四这一选别流程。在弱四分矿箱处增加管道,弱三精矿经弱四分矿箱直接进弱四精矿泵池,这样既降低了精矿品位,又提高了金矿回收率。弱品位不高则可通过旋塞控制回复正常流程。